 日本語
日本語-
 English
English -
 Français
Français - 日本語
-
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português












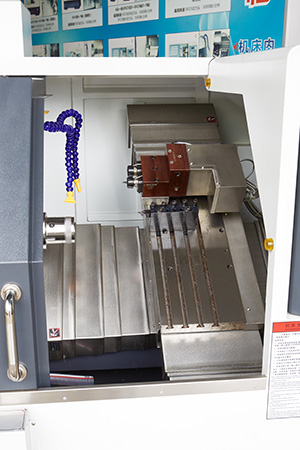
多機能CNC旋盤およびフライス盤
専門メーカーとして、私たちは多機能CNC旋盤とフライス盤を提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
モデル:CK46T-600
お問い合わせを送信
製品説明
以下は高品質の多機能CNC旋盤およびフライス盤の紹介です。
多機能 CNC 旋盤およびフライス盤についての理解を深めるのに役立つことを願っています
新しい顧客と古い顧客を歓迎し、より良い未来を創造するために引き続き協力してください。
製品詳細

パラメータリスト
| プロジェクト | コンテンツ | ユニット | CK52T-600 | CK76T-600 | CK46T-600 |
| 処理範囲 | スピンドルの最大回転径 | んん | Ø800 | ||
| ブロックタイプ | んん | Ø 180 ~400 | |||
| 最大回転長さ | んん | 560 | |||
| バーの最大直径 | んん | Ø51~55 | Ø 72 | Ø 45 | |
| 主軸 |
主軸頭タイプ |
|
A2-6 | A2-8 | A2-5 |
| スピンドル貫通穴径 | んん | Ø66 | Ø 86 | Ø56 | |
| 最高主軸速度 | 回転数 | 4200 | 3200 | 6000 | |
| 主軸設定速度 | 回転数 | 1~3500 | 1~2500 | 1~4500 | |
| 餌 | X/Z軸の最大移動量 | んん | 230/600 | ||
| Z軸有効ストローク | んん | 570 | |||
| X/Z軸の最大高速移動 | メートル/分 | 24 | |||
| 高速移動のためのX/Z軸設定 | メートル/分 | 16/18 | |||
| X/Z軸ローラーネジ仕様 | んん | 40 | |||
| X/Z軸ゲージ仕様 | んん | 35/45 | |||
| 12 ポジションサーボタレット | 12 ポジションサーボタレット中心高さ |
|
100 | ||
| ナイフタワー対辺(外径) | んん | 385 | |||
| タレット中心高さ | んん | 100 | |||
| 砲塔ブレードの数 | 修理 | 12 | |||
| 隣接工具加工の締め代径 | んん | Ø180 | |||
| 固定ツールホルダーのサイズ | んん | 25×25 | |||
| ナイフホルダーハンドル径 | んん | Ø25 | |||
| 電気機械 | 主電動機出力・トルク | KW/Nm | 11KW/定格72Nm | 15KW/定格98Nm | 7.5KW/定格47Nm |
| X/Z軸モーター出力/トルク | KW/Nm | 安川製1.8KW/11.5Nm。オプションの新世代 2.4 KW/定格 11.5Nm | |||
| タレット工具交換モーターの動力・トルク | KW/Nm | 新世代1.0KW/3.1NM | |||
| 冷却システムのモーター出力 | KW | 0.3 | |||
| 高圧冷却システムのモーター出力 | KW | 3 | |||
| 心押し台 | 心押し台のストローク | んん | 420 | ||
| 心押台エジェクタピンの最大ストローク | んん | 100 | |||
| 心押台エジェクタピン駆動形式 |
|
油圧式で剛性が高い | |||
| 心押し台上部ニードルコーン穴テーパ | MK | モース 5# で、精密加工中に揺れや歪みがありません。 | |||
| チップとチャック間の最大距離 | んん | 690 | |||
| 他の | ベッドの傾斜 | ° | 30°または15° | ||
| 工作機械の長さ×幅×高さ | んん | 2500X1600X1700 | |||
| 機械全体の総重量 | KG | 機械全体の総重量は4500KG、オプションの総重量は3500KG、マイナス10000元です | |||
| 総電力 | キロワット | 20 | |||
| 平均消費電力 | キロワット/時 | 3 | |||
工作機械の精度
| 機械精度、Jingfus係数基準: | ||||||||
| 主な試験項目 | 回路図 | 検出方法 |
工場標準 |
|||||
| スピンドルラジアルビート |

|
アウターコーンの振れを検出 | 0.0025 | |||||
| X軸リピート位置 |

|
X軸の繰り返し位置決めを検出します。注: まず、冷たいエンジンと熱いエンジンの誤差を相殺するために約 50 回予測し、その後、繰り返しの位置決めを検出します。 | 0.0025 | |||||
| Z軸リピート位置 |
 |
Z軸の繰り返し位置決めを検出します。注: まず、冷たいエンジンと熱いエンジンの誤差を相殺するために約 50 回予測し、その後、繰り返しの位置決めを検出します。 | 0.0025 | |||||
| お客様が X/Z/Y 軸の ISO または VD1 精度のテストを希望する場合は、契約書作成時に決定するものとします。顧客は京福市工場の最初の受け入れと同時にこの商品をテストする必要があります。 | ||||||||
ホットタグ: 多機能 CNC 旋盤およびフライス盤、中国、メーカー、サプライヤー、工場、品質、価格リスト
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。









X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー